
多年专注研发、生产、销售机电设备
质量过硬 用户至上 开拓进取 持续改进
服务热线:
15672885638
多年专注研发、生产、销售机电设备
质量过硬 用户至上 开拓进取 持续改进
15672885638

电 话:15672885638
座 机:0370-2878188
Q Q:1216013792
邮 箱:1216013792@qq.com
网 址: www.dayijidian.com
地 址:商丘市开发区晨风大道与方域路交叉口东北角

工序集中、自动化、柔性化高、能力强是数控加工的特点。数控机床加工与传统机床加工的工艺规程从总体上说是一致的,但也发生了变化。那么数控加工有哪些特点呢今天机械加工厂家为大家浅聊下对会使用的工人的要求是一个普通机床的工,不是短时间内可以培养的,而一个不需编程的数控工培养时间极短(如数控车工需要一周即可,还会编写简单的加工程序)。橡胶低温处理设备哪家好并且,数控工在数控机床上加工出的零件比普通工在传统机床上加工的零件精度要高,时间要省。减轻了工人的劳动强度:数控工人在加工过程中,大部分时间被排斥在加工过程之外,很省力产品质量稳定:数控机床的加工自动化,免除了普通机床上工人的疲劳、粗心、估计等人为误差,提高了产品的一致性。天水专业橡胶低温处理设备加工效率高:数控机床的自动换刀等使加工过程紧凑,提高了劳动生产率。

机械加工厂进行机械零部件加工的时候,工件太高时应分层用不同长度的刀开粗,专业橡胶低温处理设备使用大刀进行开粗后,应再用小刀把余料弄掉。应用平底刀加工平面,球刀少用,以便减少加工时间;如果有斜度,并且是整数的话,应用斜度刀加工。同时合理设置公差,使得加工精度与电脑计算时间之间相互平衡,多做工序,减少空刀时间;毛坯材料硬度高,选择逆铣;毛坯材料硬度低,选择顺铣。粗加工逆铣,精加工顺铣;刀具材料韧性好、硬度低适应粗加工,刀具材料韧性差、硬度高适应精加工。机械加工厂数控机床加工上被加工零件的装夹方法也要合理的选择定位基准和夹紧方案,在进行精基准选择时,一般要遵循“基准统一”和“基准重合”这两个原则,除了这两个原则,还要考虑尽量在一次定位夹紧中完成所有的表面的加工,因此,要选择便于各个表面都可被加工的定位方式。工件一次装夹时,应能完成对工件所有表面的加工;确定工件在工作台上的安放位置时,应考虑到能兼顾到各个工位的加工,刀具的长度以及刀具的刚度对加工质量的影响。在控加工中使用的夹具,应尽可能选择由通用元件拼装的,并且可以调节的夹具,缩短生产准备周期。机械加工厂安排加工顺序时,基本原则是一定要遵守的,包括“先面后孔”、“先粗后精”等。按刀具集中工序加工,避免同一把刀具多次重复使用,减少换刀次数和时间。同轴度要求很高的孔系,应在一次定位后,把该孔系的加工全部完成后,再对其它坐标位置的孔系进行加工,橡胶低温处理设备哪家好这样能去掉重复定位时产生的误差,提高孔系的同轴度。选择确定好刀点和换刀点,一旦确定好后,不宜更换。

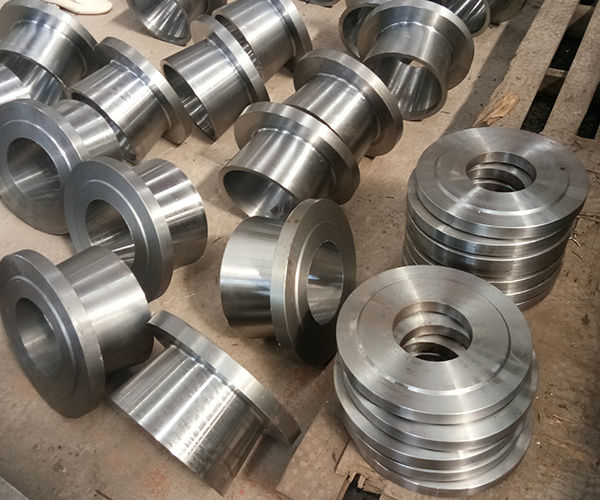
1. 正火:将钢材或钢件加热到临界点AC3或ACM以上的适当温度保持一定时间后在空气中冷却,天水专业橡胶低温处理设备得到珠光体类组织的热处理工艺。2. 退火annealing:将亚共析钢工件加热至AC3以上20—40度,保温一段时间后,随炉缓慢冷却(或埋在砂中或石灰中冷却)至500度以下在空气中冷却的热处理工艺。3. 固溶热处理:将合金加热至高温单相区恒温保持,使过剩相充分溶解到固溶体中,然后快速冷却,以得到过饱和固溶体的热处理工艺。4. 时效:合金经固溶热处理或冷塑性形变后,在室温放置或稍高于室温保持时,其性能随时间而变化的现象。5.固溶处理:使合金中各种相充分溶解,强化固溶体并提高韧性及抗蚀性能,消除应力与软化,以便继续加工成型。6. 时效处理:在强化相析出的温度加热并保温,橡胶低温处理设备哪家好使强化相沉淀析出,得以硬化,提高强度。7. 淬火:将钢奥氏体化后以适当的冷却速度冷却,使工件在横截面内全部或一定的范围内发生马氏体等不稳定组织结构转变的热处理工艺。

反应釜是使用的自动焊接,自动焊接不但可以很高的提高了工作的效率,在另一方面有很大程度焊接的质量优良保障,从而避免油气泄漏造成爆炸。天水专业负压设备防止油气倒流,避免隐患。 温度计,压力计,阀等充足的装置。使用时长:自动焊焊缝,X射线探伤检查技术检查,很大限度的延长反应釜的使用时长。橡胶低温处理设备哪家好在低温和低速加热的条件下,有机分子有足够的时间分散在它们的弱连接处并复合成热稳定的固体。并且难以进一步分解,并且固体产率增加。 在高温高速加热条件下,有机物的分子结构彻底破碎,形成大面积的低分子有机物,产物中的气体组分增加。
机械零件加工行业是国民经济的支柱行业,专业橡胶低温处理设备具有可观的前景。在机械加工厂加工精密机械零件时,都会对加工有许多的要求和规定,以出厂零件的合格率。将虎钳的钳口取掉,另加工两个M4的螺纹孔,将两块与钳口平齐厚1.5mm的钢板2,用铝埋头铆钉铆上厚0.8mm的硬黄铜板3将其用M4埋头螺钉1紧固到钳口上,形成经久耐用的软钳口。这样还可以保护五金零件不被夹坏,还具有互换性。对于一个工件先夹紧再定位,因为夹紧时肯定会试工件变形,所以,应该先夹紧再定位,对于6点定位,找限制它的自由度。当内六角扳手柄短,不能着力时,可将内径比扳手略大一点的管从一段铣槽将扳手插入槽内,可当作长柄。机械加工厂进行机械制造过程中,误差主要包括主轴回转误差、导轨误差和传动链误差。主轴回转误差是指主轴各瞬间的实际回转轴线相对其平均回转轴线的变动量,它将直接影响被加工工件的精度。主轴回转误差产生的主要原因有主轴的同轴度误差、轴承本身的误差、轴承之间的同轴度误差、主轴绕度等。导轨是机床上确定各机床部件相对位置关系的基准,也是机床运动的基准。导轨本身的制造误差、导轨的不均匀磨损和安装质量是造成导轨误差的重要因素。传动链误差是指传动链始末两端传动元件间相对运动的误差。它是由传动链中各组成环节的制造和装配误差,以及使用过程中的磨损所引起的。机械加工厂的经验指出,刀具在切削过程中都不可避免要产生磨损,并由此引起工件尺寸和形状地改变。刀具几何误差对机械加工误差的影响随刀具种类的不同而不同:采用定尺寸刀具加工时,橡胶低温处理设备哪家好刀具的制造误差会直接影响工件的加工精度;而对一般刀具,其制造误差对机械加工误差无直接影响。

要在罐底形成轴向流,使酸油混合液体沿搅拌轴做轴向流动,也就是向上,避免硫酸在罐底沉积。天水专业橡胶低温处理设备在搅拌罐的上部形成涡流。这就要求搅拌轴上有两组以上的搅拌桨,上部的搅拌桨水平安装,搅拌时形成涡流,下部的搅拌桨为螺旋桨,与水平面形成45°角,搅拌时形成轴向流。同时,我们要在罐壁上加装搅拌挡板,使沿着罐壁旋转的液体由径流变成湍流,这样更有利于硫酸和油品的搅拌混合。橡胶低温处理设备哪家好搅拌速度要适当,过快则容易形成乳化现象,太慢的话又达不到搅拌效果,搅拌速度以每分钟80转为宜。

 电话:15672885638
电话:15672885638 邮箱:1216013792@qq.com
邮箱:1216013792@qq.com 公司名称:商丘大一机电科技有限公司
公司名称:商丘大一机电科技有限公司 公司地址:商丘市开发区晨风大道与方域路交叉口东北角
公司地址:商丘市开发区晨风大道与方域路交叉口东北角
 电子执照
电子执照 豫公网安备 41140202000200号
豫公网安备 41140202000200号