
多年专注研发、生产、销售机电设备
质量过硬 用户至上 开拓进取 持续改进
服务热线:
15672885638
多年专注研发、生产、销售机电设备
质量过硬 用户至上 开拓进取 持续改进
15672885638

电 话:15672885638
座 机:0370-2878188
Q Q:1216013792
邮 箱:1216013792@qq.com
网 址: www.dayijidian.com
地 址:商丘市开发区晨风大道与方域路交叉口东北角

炼油设备在炼油的时候都是需要一定的燃料来助炼化!东营附近医疗废物处理装置废轮胎炼油设备加热的助燃情况是怎么样的?看下广东炼油设备的情况:废轮胎炼油设备在炼油的过程中,当被加热的气体达到150摄氏度后,会产生大量常温常压不能液化的气体——甲烷到丁烷。这些气体由专门设计的燃气喷嘴内充分燃烧后,产生大量的能量,大大节约了能源。以烧煤为例,在没有燃气助燃时,每24小时需1.2吨煤,燃气助燃后, 每24小时需0.3吨煤,大幅度的提高了废轮胎炼油设备的生产效率。主要生产炼油、化工、电力、港口、旋转窑、烘干机及沥青提炼的设备,医疗废物处理装置销售专业于废橡塑提炼燃油、废油(原油)提炼。
1.炼油的操作过程除水:东营附近医疗废物处理装置将废机油收集到集油池除水之后,置于炼油锅内,升温到70~80℃之后停止加热,并让其静置24小时左右,然后将表面的明水排尽,然后再缓慢升温到120℃(当油温接近到100℃时,要慢慢加热,防止油沸腾溢出),使水分蒸发掉,约经两小时,油不翻动,油面冒出黑色的油气即可。2.炼油的操作过程酸洗:待油冷却至常温,在搅拌下缓慢地加入硫酸(浓度为92~98%左右),酸用量一般为油量的5~7%(系根据机油脏污程度而定)。加完酸后,继续搅拌半小时,然后静置12小时左右,将酸渣排尽。3.炼油的操作过程碱洗:将经过酸洗的机油重新升温到80℃,在搅拌下加入纯碱(Na2CO3),充分搅拌均匀后,医疗废物处理装置销售让其静置1小时,然后用试纸检验为中性时,再静置4小时以上,将碱渣排尽。4.炼油的操作过程活性白土吸附:将油升温到120~140℃,在恒温和搅拌下加入活性白土(其用量约为油量的3.5%),加完活性白土后,继续搅拌半小时,在110~120℃下恒温静置一夜,第二天趁热过滤。5.炼油的操作过程过滤:可采用滤油机过滤,过滤后即得合格机油。如无滤油机,采用布袋吊滤法也可。

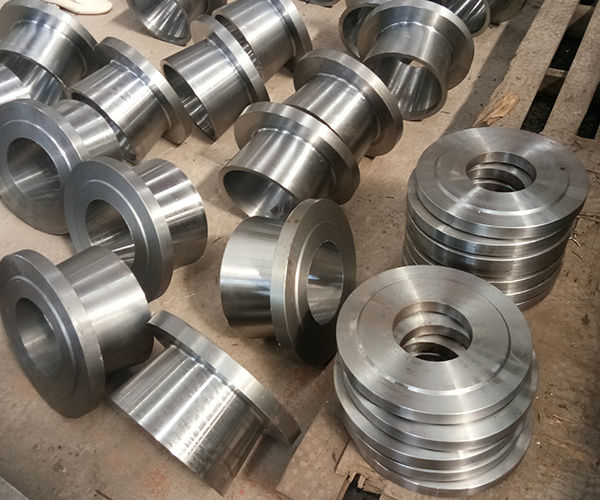
设计原则:所设计的工艺规程应能保证机器零件的加工质量(或机器的装配质量),达到设计图样上规定的各项技术要求;应使工艺过程有较高的生产率,使产品尽快投放市场;设法减小制造成本;注意减轻工人的劳动强度,保证生产安全。专业机械加工需要的资料:产品装配图,零件图,产品验收质量标准;产品的年生产纲领;制造厂的生产条件,包括机床设备和工艺设备的规格、性能和现有的状态、工人的技术水平、工厂自制工艺装备的能力以及工厂供电、供气的能力等有关资料;工艺规程设计、工艺装备设计所需要的设计手册和有关标准;国内外先进制造技术资料等步骤内容:分析研究产品的装配图和零件图;确定毛坯;拟定工艺路线,选择定位基面;确定各工序所采用的设备;确定各工序所采用的刀具、夹具、量具和辅助工具;确定各主要工序的技术要求及检验方法;确定各工序的加工余量,计算工序尺寸和公差;确定切削用量;确定工时定额。

采用高精度加工机床,加工高精度零件,利用误差补偿技术,提高零件的加工精度,是实现零件精密加工的途径。那么专业机械加工的零件有什么检验标准呢? 基本原则:本验收方法只接受指定尺寸的材料。对有匹配要求的工件,尺寸检查必须符合泰勒原理,且孔或轴的工作尺寸不得大于实际尺寸。特小变形原理:为确保测量结果的可靠性和准确性,在进行变形规划时,应尽量避免各种因素的影响,使其特小化。特短尺寸链原理:为确保要求一定的测量精度,测量链应尽量短。 闭合原理:当进行测量时,如果满足了闭合条件,那么间隔差之和等于零,即闭合原理。基本上同意原则:车辆基准应符合设计基准和工艺基准。

机械代加工时机床设备操作件运动方向和被操作部件运动方向要符合规定,并有简易符号标志。便于操作,减少来回走动,避免不必要的弯腰、踮脚动作。手柄、手轮、按钮的结构和排列位置要符合规定,启动按钮应安装在机壳内或装设防止意外触动的护环,安装在轴杆上的手轮、手柄,在自动进刀时,会随轴转动伤人,因此应安装自动脱出装置。设必要的互锁机构,防止操作件产生不协调动作,以及多人操作时不协调出现的事故。严格遵守安全技术操作规程。及时搞好设备的三级保养。 开车前要按规定润滑设备各个部位,还要手动试运转,确认空车运转正常后,再开始工作。一旦发现设备有异常噪声、振动、过热、移动阻滞、精度不良以及漏电等问题,应立即停车检修,防止发生人身或设备事故。各类机械设备的刀具要按规定选用,保证完好,装夹要牢固可靠,防止刀具折断飞出伤人。暂时不使用的机床其他部位,应停放在适当位置并锁紧, 各手柄应在空挡位置,避免误启动或与工件相撞。

 电话:15672885638
电话:15672885638 邮箱:1216013792@qq.com
邮箱:1216013792@qq.com 公司名称:商丘大一机电科技有限公司
公司名称:商丘大一机电科技有限公司 公司地址:商丘市开发区晨风大道与方域路交叉口东北角
公司地址:商丘市开发区晨风大道与方域路交叉口东北角
 电子执照
电子执照 豫公网安备 41140202000200号
豫公网安备 41140202000200号